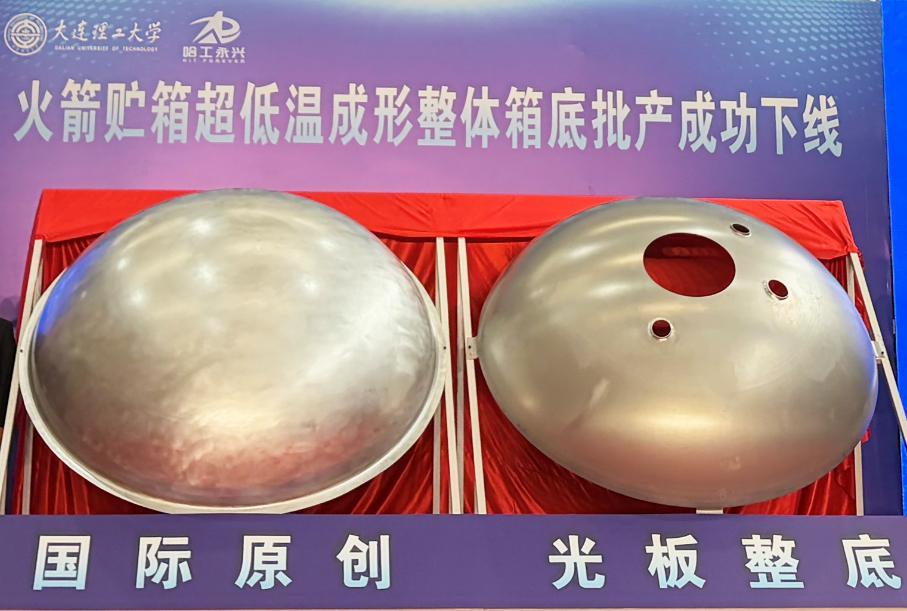
航天圈彻底炸锅了!就在5月18日,天津蓟州的一个普通车间里,一项国际首创的黑科技正式量产下线,直接把火箭"皇冠"的制造难度从地狱级拉到了"烙饼"级。 过去全世界造火箭箱底,都得先切成8块瓜瓣再一点点拼焊,20多道工序要干几十天;现在中国用4毫米薄板一次压成,不用任何加工直接能用,工期直接砍到只剩10%! 很多人可能不知道,火箭贮箱箱底为什么被称为"皇冠"。它是火箭身上最核心、也最难造的部件,占箭体干重的80%,既要承受发射时巨大的压力和振动,又要做到极致轻薄。 造箱底就像"用纸一样的薄板压一口直径两三米的大锅",封闭截面四周非常容易起皱,中心部分又可能因为拉伸过度而开裂。 这个"开裂与起皱并存"的矛盾,困扰了全球航天制造业几十年。 过去几十年,全世界只有两种解决方案,而且都不完美。 第一种就是我们最熟悉的"瓜瓣拼焊"工艺,把一块大板材分成8个瓜瓣状小块,分别拉深成形,再用十几条焊缝拼起来。 这种方法虽然能造出箱底,但问题一大堆。 每个箱底有10条主焊缝,一枚火箭上26个箱底,加起来就是260道焊缝,总长度超过1000米。这些焊缝不仅是强度薄弱点,更是泄漏风险源,每次发射前都要花大量时间检测。 而且整个生产流程多达20多道工序,从下料、淬火、拉深到修整、焊接、检测,一个箱底动辄要做几十天,严重制约了火箭的发射效率。 另一种是美国NASA和欧空局走的"厚板铣削"路线,用50毫米以上的厚铝板热旋压出毛坯,再用数控机床把90%以上的材料一点点铣掉,最后得到4毫米厚的箱底。 这种方法虽然能做出整体箱底,没有焊缝,但代价极其高昂。 材料利用率不到10%,相当于10吨铝材只能做出1吨产品,而且制造周期长达6个月,成本高得吓人。 更关键的是,制造这种厚板需要的大型旋压机,美欧对我们实行严格的技术封锁和设备禁运,我们根本买不到。 就在所有人都以为这两条路就是航天制造的全部可能时,中国科学家走出了第三条路,而且是一条从原理上就完全不同的路。 大连理工大学高性能精密成形团队在国际上首次发现了一个反常识的现象:当温度降至-196℃的液氮温度时,铝合金不仅不会像大多数金属那样变脆,反而强度和韧性会同时提升。 基于这个原理性突破,团队原创了超低温成形技术,成为与冷成形、热成形并列的第三大类成形制造技术。 他们把4毫米厚的铝合金薄板放在-196℃的超低温环境中,利用铝合金在极寒下的优异性能,一次性压制成直径2.25米的整体箱底,厚度偏差小于0.3毫米。 最神奇的是,成形后的箱底表面光滑如镜,不需要任何后续的机械加工,直接就能装上火箭使用,真正实现了"光板"净成形。 这意味着什么?意味着我们把火箭箱底的制造从"精密雕刻"变成了"烙饼"。 传统工艺需要20多道工序,现在只需要3道;原来要做几十天,现在最快几个小时就能完成一个;材料利用率从原来的50%左右提升到了85%以上,综合制造成本降低了40%。 而且因为没有任何焊缝,箱底的可靠性得到了质的飞跃,再也不用担心焊缝泄漏导致火箭发射失败。 更重要的是,这项技术已经实现了稳定量产。在天津蓟州建成的4米级整体箱底专业化制造生产线,可实现年产1000件整体箱底,能服务100多发火箭的配套需求。 这个产能是什么概念?2025年中国全年航天发射次数是67次,这条生产线一条就能满足中国所有火箭的箱底需求,还有富余。 很多人只看到了这项技术对火箭制造的影响,但它的意义远不止于此。 这是一场制造范式的革命,从"拼积木"到"一次成型",从"毛坯加工"到"产品净成形",它改变的不仅仅是一个零件的制造方式,更是整个高端装备制造业的底层逻辑。 未来这项技术还可以应用到飞机、高铁、船舶等领域,让更多高端装备的制造变得更简单、更便宜、更可靠。 对于中国商业航天来说,这项技术更是雪中送炭。商业航天的核心竞争力就是低成本和高频次发射,而火箭贮箱占了火箭成本的60%以上。 箱底制造成本降低40%,意味着整箭成本可以降低20%以上,这将让中国商业火箭在国际市场上拥有压倒性的价格优势。 同时,产能的大幅提升也让"一周一发"甚至"一天一发"的高频发射成为可能,为中国建设太空互联网、开展深空探测奠定了坚实的基础。 最值得骄傲的是,这项技术是我们完全自主研发的,从原理发现到技术创新,再到装备制造和量产落地,每一个环节都掌握在我们自己手里。 这就是中国科技的力量,不鸣则已,一鸣惊人。我们不需要在别人制定的规则里跟跑,我们可以自己制定规则,自己开辟道路。 未来,还会有更多这样的"中国首创"不断涌现,让世界看到中国科技的真正实力。