技术巡猎 蔚来 预测模型的建立方法、介质、设备及预测方法。车身制造里有一个很典型的场景:工程师在白车身设计阶段的时候,会需要思考铆钉对几个板子的结合作用。如果只是两块普通钢板,其实很好处理,传统焊接就够了。但现在新能源车,越来越多地采用钢铝混合结构,焊接就没那么简单了,钢和铝热膨胀系数差异很大,如果热输入控制不好,结构强度和疲劳寿命都会受影响。
所以很多车企会用一种连接方式---自冲铆接(SPR)。简单说,可以把它理解成工业版“订书机”。铆枪从上面压下来,铆钉先刺穿上层板材,然后在下层板材里张开,形成一个机械锁扣,把两块板材牢牢扣在一起。整个过程不需要预先打孔,也没有焊接的高温,对铝合金特别友好,所以在新能源车的白车身里越来越常见。但问题是啥呢?这个工艺非常挑条件。
比如说板材厚度,板材的材料,铆钉的长度,铆钉的硬度等等等。这些参数稍微变化一点,最终的铆接结构就可能完全不同。通常这里工程上会看几个关键指标,比如互锁值、底厚值、铆钉头高度等等。互锁值太小,会导致连接强度不够;底厚太薄,又可能把材料打穿。这些指标决定了一个铆点到底算不算“合格”。但是难点在于你在铆接之前,其实很难准确知道这些结果。
传统做法是什么呢?很简单,不停地试。准备不同材料组合、不同铆钉、不同模具,一次次试铆,然后把铆点切开做截面分析。通过大量试验去找到一个合适的参数组合。这种方式在过去几十年没有太大变化,但它有两个明显的问题:第一是时间成本高,第二是设备选型风险比较大。
自冲铆接设备通常是C型铆钳,它的核心指标是最大铆接力。这个力如果选小了,设备可能根本打不进去;选大了,设备尺寸、重量和成本都会明显增加。一条车身生产线往往有几十把铆钳,如果参数估算不准,设备投资就会出现明显偏差。
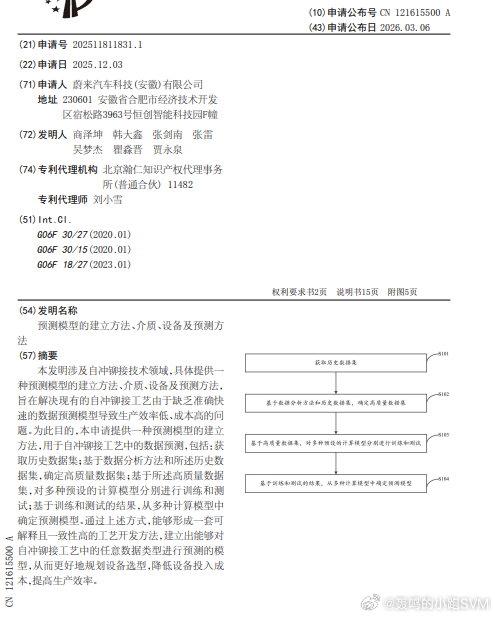
这份专利解决的就是这个问题---“能不能在真正铆接之前,就把结果算出来”。首先,它需要把生产过程中积累的大量历史数据收集起来,包括板材材料、厚度、铆钉规格、模具尺寸、铆接力,以及最终得到的接头结构参数。这些数据本来就存在于制造系统里,只是以前更多是用于质量记录。接下来做的事情,是把这些数据做筛选和分析。并不是所有参数都同样重要,有些变量对结果影响很大,有些几乎没影响。通过相关性分析,可以找出真正关键的参数组合。然后再用这些高质量数据去训练预测模型。
一个比较有意思的地方:专利并没有选择特别复杂的AI算法,而是采用比较传统的回归模型,比如一次回归或者二次回归。原因其实很好理解。生产现场更需要的是稳定、可解释、容易部署的模型,而不是特别复杂但难以维护的算法。通过这种方式,模型最终可以实现两个预测能力:一个是最大铆接力预测。另一个是接头结构预测。
简单说就是在铆接之前,工程师只要输入材料、铆钉和模具参数,模型就可以大致预测:需要多大的铆接力,以及最终的互锁值、底厚值等结构参数。这样很多不合适的组合可以在设计阶段直接被淘汰,而不是等到试验阶段才发现问题。
这件事的意义在于它在改变车身制造的一种底层逻辑,从经验驱动,变成数据驱动。当工艺规律可以被预测时,车身开发就会进入另一种节奏,很多看起来是“生产技术”的问题,本质上其实是制造体系能力的问题。